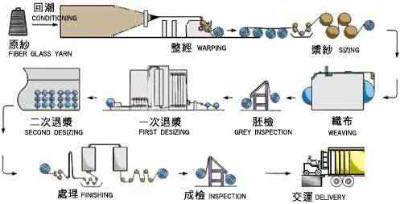
Preparation
- Warping
Fibergalss Fabric is made up of warp & weft yarn. The purpose of warping is to arrange a certain number weft yarn according to the width and weaving requirement of the cloth.
The warp yarns are taken up on the warp beam to prepare of sizing yarn.
During warping, the warping speed and tension are varied with the original yarn and the cloth type. The tension is difficult to control, so it should be divided into several times when warping. - Sizing
The purpose of sizing is to increase the lubrication and to avoid hairiness or yarn breakage caused by the warp and the friction of the machine during weaving. After the woven fabric is woven into a cloth, it is also need to be desizing for subsequent production.
To pay special attention to control the tension during sizing to prevent it from breaking and affecting the fabric quality. The sizing warp yarns are extruded by machine and then dried by hot steam to remove excess water from the warp yarns. - Warp rebeaming
The parallel shaft combines the warp yarns of a plurality of warp beams onto a weaving shaft to achieve the desired number of warp yarns to form a pan head. - Healding
The healding is the last step of the preparation. Before weaving the shaft, we must pass each warp through the lining machine, the heald and the steel buckle, so that it can be moved up and down on the loom to complete the weaving.
Weaving
We use jet looms to continuously weave the weft yarns with the warp yarns to weave them into glass fabrics of different width, basis weight and warp and weft density. The higher the rotational speed of the loom, the faster the weaving speed, but the friction to the warp yarn is larger, and hairiness is easily generated.
At this time, the woven glass cloth is not post-treated and is a woven fabric.
Final treatment
- Continuous heat treatment
Continuous heat treatment is also called first time desizing, When weaving completed, the thickners will not be useful and must be removed before the cloth surface treatment. Fiberglass cloth is desized by high temperature desizing method, need two steps. The sizing will be burnt 90% during the first time desizing. - Batch heat treatment
The batch heat treatment is also called the second time desizing. After the continuous desizing of the fabric, it is bundled in batches, and then placed into the second desizing furnace for desizing, so that the residual on the surface is almost completely removed. - Surface treatment
After desizing, the fiberglass cloth surface must be treated with a silane coupling agent to increase the interface strength between the fiberglass cloth and the resin. The process is to immerse the cloth surface in the silane treatment liquid, and then dry it in a drying oven to obtain a finished cloth.
Inspection
To check the appearance quality of the fabric and remove it if necessary.[/av_textblock]
[av_social_share title=” style=” buttons=” av_uid=’av-497xgw’ admin_preview_bg=”]
[/av_two_third][av_one_third min_height=” vertical_alignment=” space=” custom_margin=” margin=’0px’ link=” linktarget=” link_hover=” padding=’0px’ border=” border_color=” radius=’0px’ background=’bg_color’ background_color=” background_gradient_color1=” background_gradient_color2=” background_gradient_direction=’vertical’ src=” background_position=’top left’ background_repeat=’no-repeat’ animation=” mobile_breaking=” mobile_display=” av_uid=’av-hn6fp’]
[av_image src=’https://www.corefrp.com/wp-content/uploads/2018/06/logo.jpg’ attachment=’939′ attachment_size=’full’ align=’center’ styling=” hover=” link=” target=” caption=” font_size=” appearance=” overlay_opacity=’0.4′ overlay_color=’#000000′ overlay_text_color=’#ffffff’ copyright=” animation=’no-animation’ av_uid=’av-jisu3ztv’ admin_preview_bg=”][/av_image]
[av_icon_box position=’left’ icon_style=” boxed=” icon=’ue821′ font=’entypo-fontello’ title=’Shenzhen Core-Tex Composite Materials Co., Ltd.’ link=” linktarget=” linkelement=” font_color=” custom_title=” custom_content=” color=” custom_bg=” custom_font=” custom_border=” av-medium-font-size-title=” av-small-font-size-title=” av-mini-font-size-title=” av-medium-font-size=” av-small-font-size=” av-mini-font-size=” av_uid=’av-jlhn5f29′ admin_preview_bg=”][/av_icon_box]
[av_icon_box position=’left’ icon_style=” boxed=” icon=’ue854′ font=’entypo-fontello’ title=’+86-755-86540486′ link=” linktarget=” linkelement=” font_color=” custom_title=” custom_content=” color=” custom_bg=” custom_font=” custom_border=” av-medium-font-size-title=” av-small-font-size-title=” av-mini-font-size-title=” av-medium-font-size=” av-small-font-size=” av-mini-font-size=” av_uid=’av-jlhn5f29′ admin_preview_bg=”][/av_icon_box]
[av_icon_box position=’left’ icon_style=” boxed=” icon=’ue8ac’ font=’entypo-fontello’ title=’+86-136-6263-9827′ link=” linktarget=” linkelement=” font_color=” custom_title=” custom_content=” color=” custom_bg=” custom_font=” custom_border=” av-medium-font-size-title=” av-small-font-size-title=” av-mini-font-size-title=” av-medium-font-size=” av-small-font-size=” av-mini-font-size=” av_uid=’av-jlhn5f29′ admin_preview_bg=”][/av_icon_box]
[av_icon_box position=’left’ icon_style=” boxed=” icon=’ue805′ font=’entypo-fontello’ title=’[email protected]’ link=” linktarget=” linkelement=” font_color=” custom_title=” custom_content=” color=” custom_bg=” custom_font=” custom_border=” av-medium-font-size-title=” av-small-font-size-title=” av-mini-font-size-title=” av-medium-font-size=” av-small-font-size=” av-mini-font-size=” av_uid=’av-jlhn5f29′ admin_preview_bg=”][/av_icon_box]
[av_textblock size=” font_color=” color=” av-medium-font-size=” av-small-font-size=” av-mini-font-size=” av_uid=’av-jlhncgfy’ admin_preview_bg=”]
Address: Room 578, Zhongkang Office Building, Zhongkang Road, Futian District
Zip: 518000
Country/Region: China (Mainland)
Province/State: Guangdong
City: Shenzhen[/av_textblock]
[/av_one_third]